





![]() Coating technology
Coating technology
Conventional technology / e-beam
Conventional coatings are deposited using thermal evaporation using resistive heaters or an electron beam gun in vacuum (therefore the designation "e-beam coating").
 Metallic layers or coatings on cemented or thermally sensitive substrates are deposited at room temperature.
Metallic layers or coatings on cemented or thermally sensitive substrates are deposited at room temperature.
Heating the substrate up to approx. 280°C allows to increase layer adhesion as well as hardness and density and therefore the index of refraction of the deposited layer. For this reason, dielectric coatings are usually desposited "hot". Here, fluorides and metal oxides are usually used as coating materials. Metal oxides are deposited reactively, i.e. with the addition of oxygen.
 This economical technique allows a variety of high quality coatings to be produced efficiently.
This economical technique allows a variety of high quality coatings to be produced efficiently.
![]()
Ion Plating
Ion Plating (actually: Reactive Low Voltage Ion Plating, abbreviated: RLVIP)
is a plasma-based coating technology.
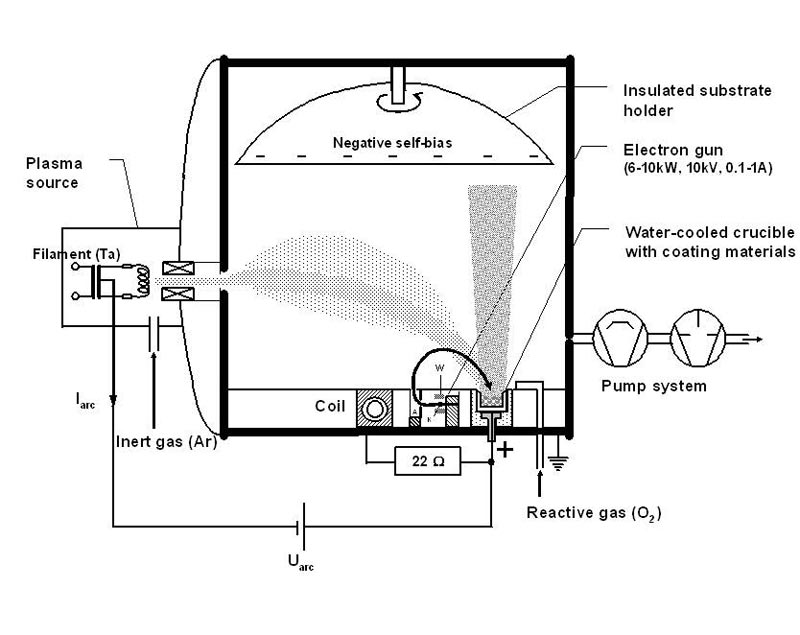 In this process, a low-voltage electrical arc is ignited between a plasma source and the crucible (containing the coating material) of a special electron beam evaporation source. The arc current is 35 to 70 amperes, argon serves as the process gas; for oxide coatings, oxygen is added as a reactive gas.
In this process, a low-voltage electrical arc is ignited between a plasma source and the crucible (containing the coating material) of a special electron beam evaporation source. The arc current is 35 to 70 amperes, argon serves as the process gas; for oxide coatings, oxygen is added as a reactive gas.
 The efficient ionization of coating material and reactive gas leads to very high reactivity of the atoms or molecules hitting the substrates. The positive potential at the crucible and negative potential of the insulated substrate holder, resulting from the presence of the plasma itself, also provides the positive ions with a high level of kinetic energy of about 30 to 50 eV. Hence maximum packing density (nearly 100 % even without substrate heating) and therefore the highest possible index of refraction can be achieved. The coatings adhere excellently, are extremely hard and absolutely gas and water-free.
The efficient ionization of coating material and reactive gas leads to very high reactivity of the atoms or molecules hitting the substrates. The positive potential at the crucible and negative potential of the insulated substrate holder, resulting from the presence of the plasma itself, also provides the positive ions with a high level of kinetic energy of about 30 to 50 eV. Hence maximum packing density (nearly 100 % even without substrate heating) and therefore the highest possible index of refraction can be achieved. The coatings adhere excellently, are extremely hard and absolutely gas and water-free.
 The optical properties of a coating produced using the ion plating technique are completely stable, regardless of factors such as temperature and humidity. With their low absorption rate, IP coatings are suitable for the highest laser power levels and scatter losses are exceptionally low due to the smooth surfaces structures. Additionally, the range of application is expanded to the greatest extent possible by excellent resistance to environmental factors (abrasion resistance, suitability for space development and resistance to salt water) and a possible maximum thermal exposure to 550°C (on quartz or sapphire).
The optical properties of a coating produced using the ion plating technique are completely stable, regardless of factors such as temperature and humidity. With their low absorption rate, IP coatings are suitable for the highest laser power levels and scatter losses are exceptionally low due to the smooth surfaces structures. Additionally, the range of application is expanded to the greatest extent possible by excellent resistance to environmental factors (abrasion resistance, suitability for space development and resistance to salt water) and a possible maximum thermal exposure to 550°C (on quartz or sapphire).
The extreme compaction of layers leads to large mechanical compressive stresses. However, these can be modeled and compensated on coplanar substrates which are polished on both sides by depositing compensating layers with any desired optical function on the back side.
Extremely complex coating designs require special types of glass and crystal as the substrate, such as quartz glass, Schott Borofloat®, D263 T, sapphire, silicon, YAG, LiNbO3 or comparable materials.
